スタッド溶接のことなら日本スタッド工業


1.設計および施工計画時点で配慮すべき項目
1-1 頭付きスタッドの材質・寸法の指定
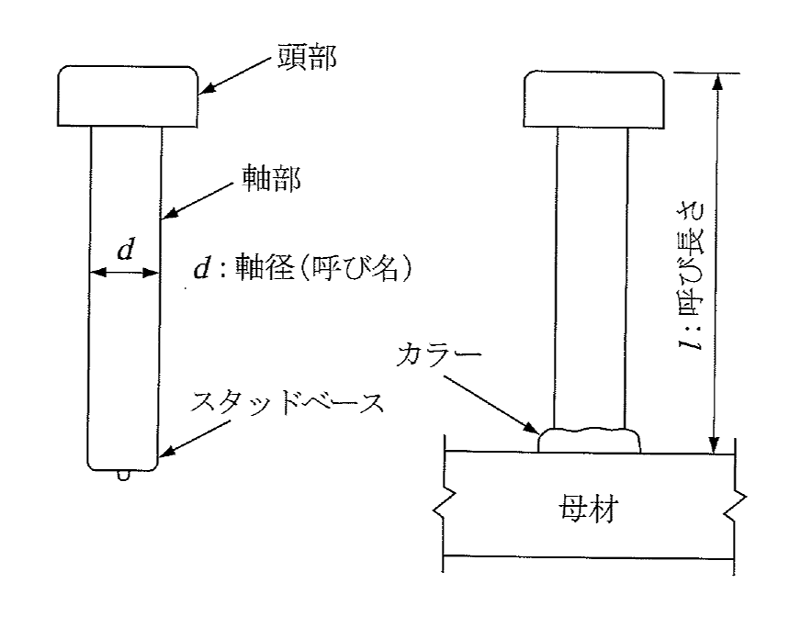
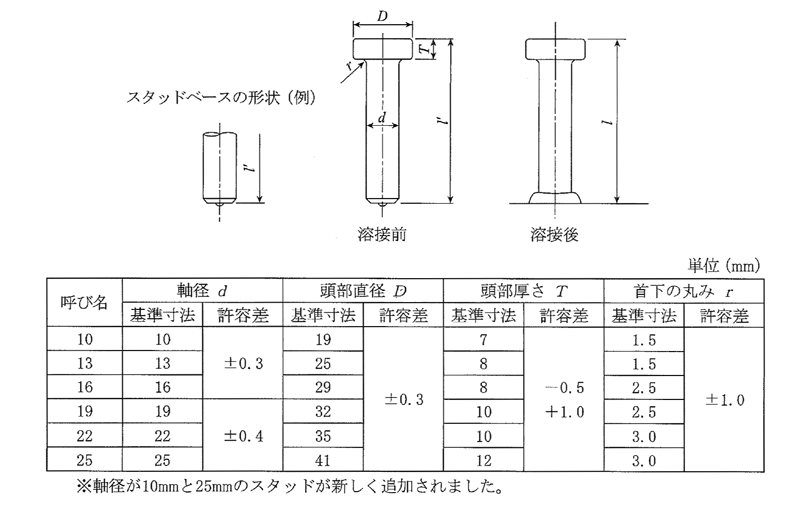
頭付きスタッドはJIS B 1198として1982年に制定され、種類、機械的性質、形状寸法(図1-1)、外観、材料等が規定されている。
頭付きスタッド軸経は10mmから25mmまで規格化されており、軸経寸法を呼び名としている(呼び名を10、13、16、19、22、25としている)。
建築用としては呼び名16または19の頭付きスタッドが主要サイズである。橋梁の合成桁では呼び名22の頭付きスタッドが多く使用されている。
頭付きスタッドの長さは呼び長さで表し、これは溶接後の仕上がり高さの目標寸法である。
「JASS 6 鉄骨工事」では溶接後の高さが呼び長さの±2mm以内になるように求めている。
頭付きスタッドの長さの選択はスラブコンクリートのかぶり厚等を考慮して定めれば良い。
長さに関する構造細則として以下のような項目がある。
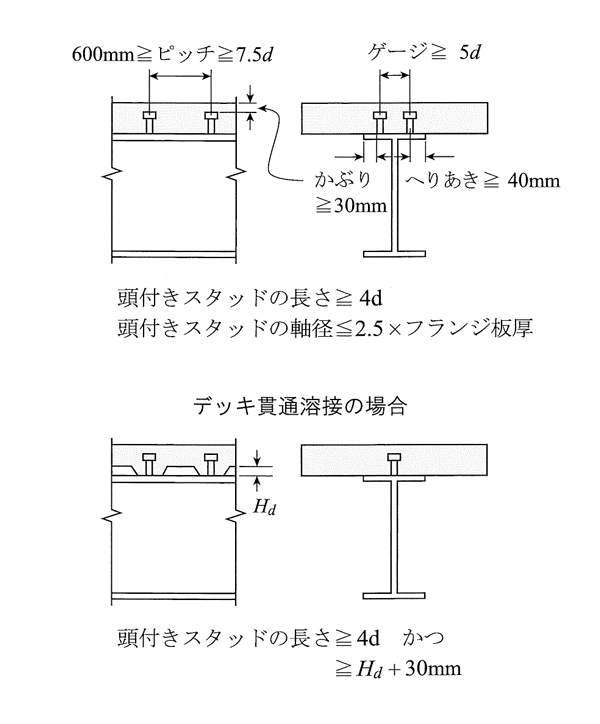
ⅰ)頭付きスタッドの長さは軸経の4倍以上。
ⅱ)頭付きスタッドのコンクリートのかぶり厚は3cm以上、ただしデッキプレートの溝内はこの限りではない。
ⅲ)デッキプレート溝内の頭付きスタッドはデッキプレート高さに3cm加えた長さ以上。
1-2 ピッチなどの配置計画
頭付きスタッドの配置を決定する際に、考慮すべき構造細則が定められている。
これはピッチ・ゲージ・へりあき・縁端距離の4項目で制限値を満足する範囲で頭付きスタッドの配置を指定せねばならない。
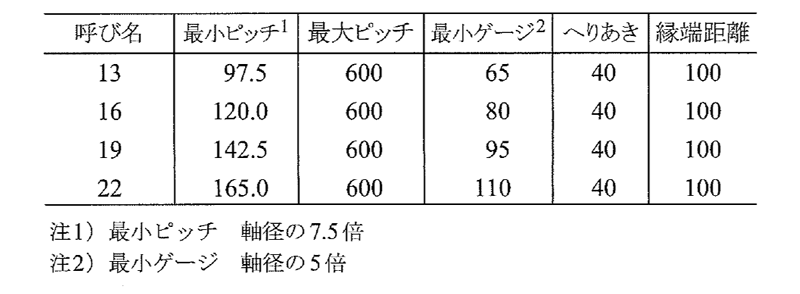
表1-2に頭付きスタッドの呼び名(軸径)によるピッチとゲージなどの許容寸法を示す。
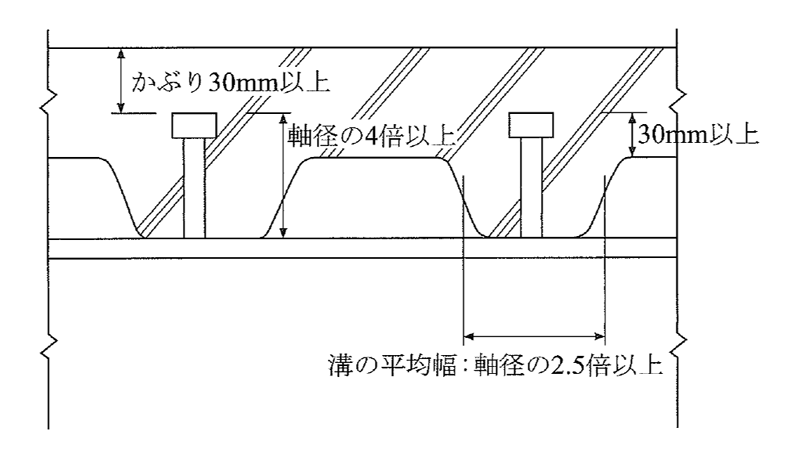
デッキプレートを梁上に連続して設置し、デッキプレート溝内に頭付きスタッドを溶接する場合の制約としては、ピッチはデッキプレートの溝ピッチと同一とし、かつ溝平均幅を頭付きスタッドの軸径(呼び名)の2.5倍以上確保しなければならない(図1-2)。
高力ボルトの近傍は、ボルト公称軸径の3倍以上離して溶接するようにしなければならない。
1-3 梁材のフランジと頭付きスタッド径の組み合わせ
スタッド溶接は軸径(呼び名)により、溶接するフランジ(母材)の材質と板厚について組み合わせの制限がある。
板厚の最小寸法は、フランジ厚に比較して過大な径の頭付きスタッドを溶接した場合にフランジに及ぼす悪影響を防ごうとするもので、頭付きスタッドの軸径はフランジ板厚の2.5倍以下としている。
1-4 デッキプレート、塗装などのスタッド溶接への影響
「JASS 6 鉄骨工事」および「鉄骨工事技術指針」は、頭付きスタッドを直接フランジに溶接するように規定している。
フランジ表面をグラインダー等で仕上げることを原則とし、塗料・錆び・汚れなどを除去してから行う。
また、デッキプレートを敷き込んだ梁上にスタッド溶接を行う場合でも、デッキプレートを切り離すか、デッキプレートに穴をあけフランジ表面に直接溶接できるように計画すべきである。
やむをえずフランジと頭付きスタッド間にデッキプレート、塗料等を介在させて溶接する場合は、必要に応じて施工試験を行い良好な結果が得られることを確認してから実施した方がよい。
2.施工前にチェックすべき項目
2-1 スタッド溶接技能者の資格
スタッド溶接に従事できる溶接技能者は(一社)スタッド協会の「スタッド溶接技術検定試験」に合格した有資格者とする。
「スタッド溶接技術検定試験」の概要
資格種別は以下に示すように、3種の種別からなり、専門級であるF級、B級は協会規定により、基本級であるA級を取得後、1年以上スタッド溶接業務の経験を有する者でなければ受験資格が与えられないようになっている。
A級(基本級):呼び名22以下の下向き溶接のみ
F級(専門級):呼び名25以下の下向き溶接のみ
B級(専門級):呼び名22以下の下向き、呼び名16以下の全姿勢溶接
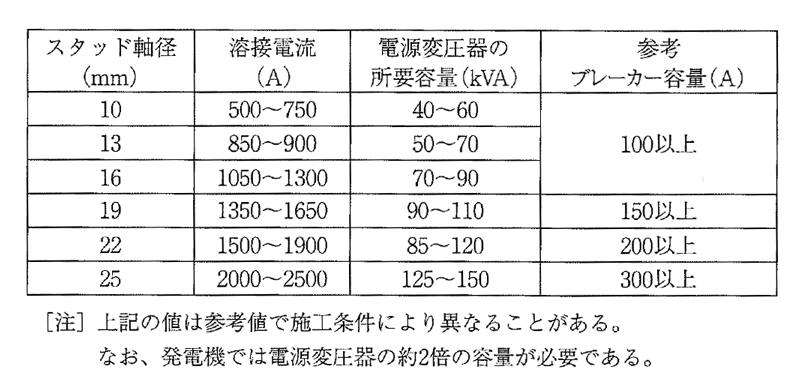
2-2 溶接電源容量
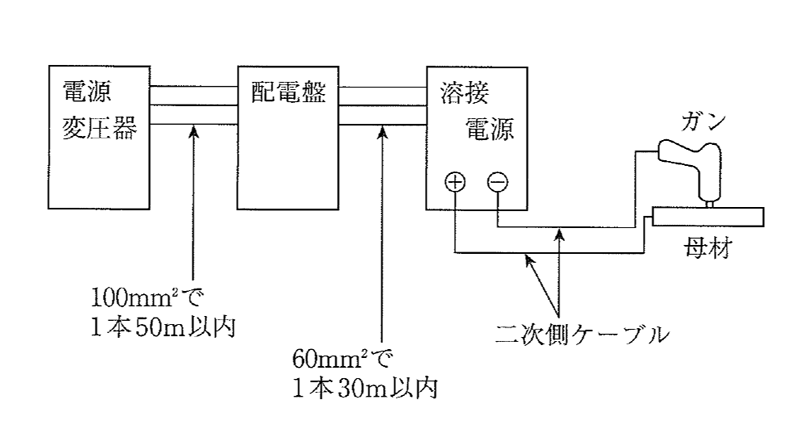
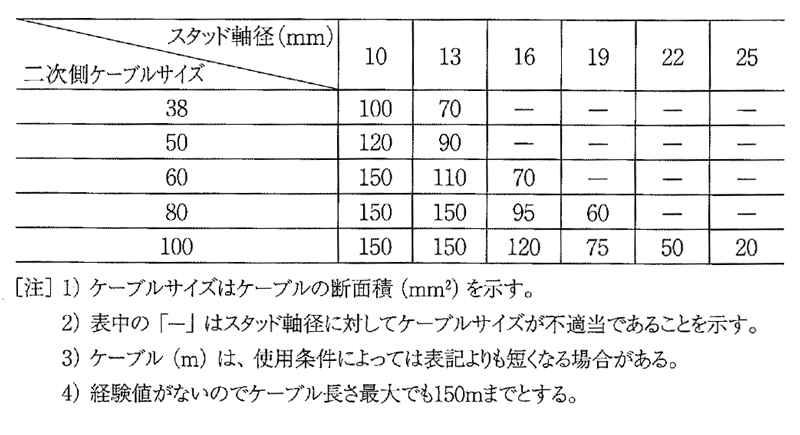
スタッド溶接は、大電流を繰り返し使用する溶接方法であるため、電源容量の不足は溶接不良の原因となる。したがって、良好な溶接結果を得るためには、電源はスタッド溶接専用電源であることが原則である。また、十分な溶接電流を供給するには、ケーブルが適正な太さ、長さでなければならない。
表2-2-①、2-2-②および図2-2には頭付きスタッドの軸径と電流容量の関係およびケーブル径と長さを示す。
3.施工中にチェックすべき項目
3-1 頭付きスタッドの軸径と長さ、および、そのピッチとゲージ
(1)軸径と長さ
軸径はJISの呼び名の表す寸法であり、10、13、16、19、22、25の6種類がある。
頭付きスタッドの長さは、溶接前は溶け代を含んだものであり、溶接後は設計長さ±2mmである。
溶接後の仕上がり長さの目標値がJISの呼び長さである。
(2)ピットとゲージ
大梁、小梁とも頭付きスタッドが所定位置に配置されているかどうか確認する。
3-2 頭付きスタッドとフェルール
(1)頭付きスタッドの錆
頭付きスタッド頭部の錆は溶接条件のバラツキ原因となり、頭付きスタッドのベースの錆は溶接性を損なう。
(2)脱酸材
頭付きスタッドのスタッドベースに充填されている脱酸材は、溶接部の冶金作用を促進するものであり、脱落しているものは使用してはならない。
(3)フェルール
水漏れや著しく湿気を帯びている、または欠けているフェルールは溶接欠陥を発生させるため、使用してはならない。
3-3 試験溶接の実施
施工に先立ち適切な溶接条件を確認するため、以下の場合において2本以上の試験溶接を行わなければならない。
(1)作業開始前
(2)スタッドの径が異なること
このとき、鋼板(母材)は実際の工事で使用する鋼板と同等のものを用いる。
溶接後には外観検査の後、ハンマーによる30度打撃曲げ試験を実施し、溶接部に欠陥が生じていないことを確認し、本施工に入るものとする。
この検査を行った際、いずれかのスタッドに欠陥が生じた場合は溶接条件を修正して再び2本の試験溶接を行い、満足する結果が得られるまで行う。
3-4 気温、天候、溶接面の清掃、その他
(1)気温
気温が0℃以下の場合は、溶接を行なってはならない。ただし、溶接部より100mmの範囲の母材部分を36℃以上にガスバーナー等で加熱して溶接する場合はこの限りでない。
(2)天候
雨天の場合は、溶接を行ってはならない。また、溶接部分に水がある場合も同様である。デッキプレート貫通溶接では、デッキプレートと梁の間に雨水がないことを確認してから溶接しなければならない。
(3)溶接面の清掃
溶接面に水分、著しい錆、塗料が付着している場合には、ウエスやワイヤブラシ等で除去しなければならない。
3-5 デッキプレート貫通溶接
スタッド溶接は母材に直接溶接することを原則としているが、工事現場施工においては小梁など、やむを得ずデッキプレートを介して溶接される場合がある。
このデッキプレート貫通溶接は適切な準備工作と所定条件が伴わないと健全な溶接が期待できないため、対策が必要である。
4.施工後の検査
4-1 検査項目および判定基準
スタッド溶接完了後は、施工品質を確認するため溶接部について以下(1)~(3)の検査を行う必要があり、検査は原則として有資格者が行う。
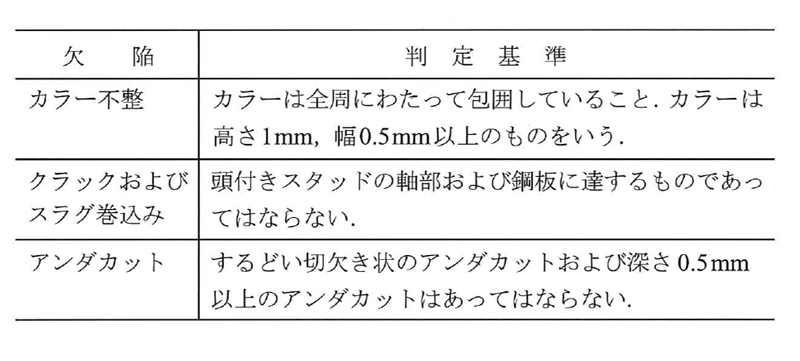
(1)外観検査
溶接部全数について行い、表4-1-①に示す基準を満たしていることを確認する。
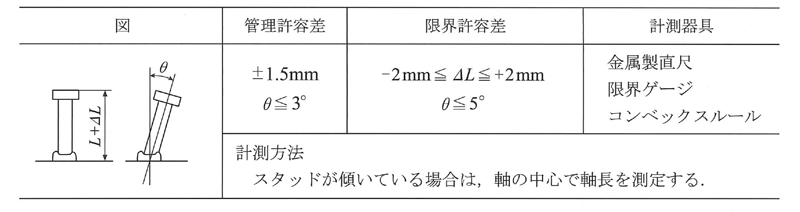
(2)寸法検査
スタッド溶接後の仕上がり高さと傾きは表4-1-②に示す管理許容差以内であることを確認する。
限界許容差は、JASS6 鉄骨工事・付則6「鉄骨精度検査基準」により呼び長さ±2mm以下、傾き5度以下と決められているが、全数の頭付きスタッドは管理許容差以内であることが望ましい。
(3)15度打撃曲げ試験
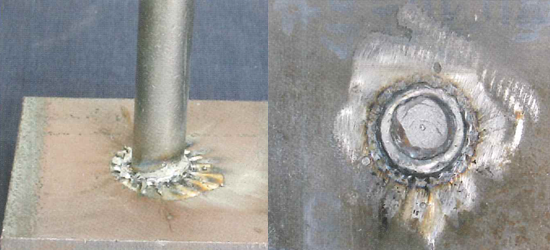
15度打撃曲げ試験は(1)の外観検査にてカラーの不揃いが認められる場合と、抜き取り検査で行うものとがあり、カラー高さが最も小さい点に最大引張力がかかる方向より曲げ、溶接部に有害な欠陥がないことを確認しなければならない。(写真4-1)

4-2 サンプリング数および測定方法
4-1に示す(1)の溶接部外観検査は全数行う必要があるが、(2)スタッドの仕上がり高さおよび傾き、(3)15度打撃曲げ試験の頻度については100本または主要部材1個に溶接した本数のいずれか少ない方を1ロットとし、1ロットにつき1本行えばよい。
15度打撃曲げ試験により溶接部に有害な欠陥が認められた場合には、同一ロットからさらに2本の頭付きスタッドを検査し、2本とも欠陥が生じなければそのロットを合格とするが、これら2本の頭付きスタッドのうち、さらに1本以上の欠陥が認められた場合にはそのロットを不合格とし、全数について検査を行う必要がある。
なお、欠陥が生じなかったスタッドについては、力学的な支障はないため、曲げたままで良い。(2)、(3)の測定方法については、金属製の長尺、コンベックスなどを用いたり様々である。
4-3 施工管理記録
溶接部の検査はスタッド溶接品質を確認する上で重要な項目であり、施工管理記録として残しておく方がよい。記録をとることにより、検査が確実に行えると同時に、設計者・管理技術者が立ち会えない場合でも後で確認が可能である。
5.不合格スタッドの補修および打直し
溶接後の検査によって不合格と判定された頭付きスタッドは、以下に並べる要領で補修または打直しを行わなければならない。
5-1 外観検査によって不合格と判定された場合の処置
(1)カラー
カラーが頭付きスタッド材軸部全周にわたり包囲していないため不合格と判定されたものは、カラーの欠けている箇所に引張力がかかる方向に15度打撃曲げを行う。
その結果、割れや打損など有害な欠陥の生じなかったものはそのままにしておいてよい(溶接部は健全であると考えてよい)が、欠陥の生じたものはその頭付きスタッドを除去して打直しを行う。
(2)アンダカット
母材又はスタッド材軸部に深さ0.5mmを超えるアンダカットが発生したものは、打ち直しを行う。
ただし、アンダカットの深さが0.5mm以下の軽微なもので、工事監理者の承認を得た場合は適切な予熱を行い、低水素系被覆アーク溶接またはガスシールドアーク溶接による補修溶接を行ってもよい。
(3)仕上がり高さと傾き
スタッド溶接後の仕上がり高さおよび傾き検査で不合格と判定されたものは、その頭付きスタッドを除去して打ち直しを行う。
5-2 15度打撃曲げ検査によって不合格と判定された場合の処置
検査によって不合格と判定された場合は、そのスタッドを除去して打ち直しを行う。
5-3 打直し
(1)頭付きスタッドを打直しする場合、不合格スタッドを除去することを原則とする。
不合格スタッドを除去する場合は、頭付きスタッドを5~10mm残してガス切断または機械的な切断で切り落とし、その後母材表面が平滑になるようグラインダーで仕上げる。
その際、欠陥が母材内部まで達している場合は、適切な予熱を行って低水素系被覆アーク溶接またはガスシールドアーク溶接により補修溶接をし、母材表面をグラインダーで平滑に仕上げる。
(2)スタッドを除去した場合、打ち直しは隣接部に行うことを原則とするが、隣接部に打ち直しができない場合は不合格となったスタッドを除去した位置に打ち直しを行う。
(3)頭付きスタッドの軸部にのみアンダカットなどの欠陥が生じた場合は、その頭付きスタッドを除去しないでそのままとし、隣接部に新しい頭付きスタッドを打ち直す。
6.溶接不良の例
6-1 溶接不良の症状と原因1 外観不良の場合
(1)カラーの不整と有害な欠陥

②溶接条件の不備(低電流・短時間)
③センター合わせ不備

②溶接装置の異常

②センター合わせ不備
(2)カラーの形状(形・色つや)

②フェルールの水漏れ

②フェルールの水漏れ
(3)仕上がり高さ不良

・溶接条件の不備(低電流・短時間)
・ブランジ小
②設計値-2.0mm以下の場合
・溶接条件の不備(高電流・長時間)
・ブランジ大
(4)スタッドの倒れ

②溶接ガン保持不備
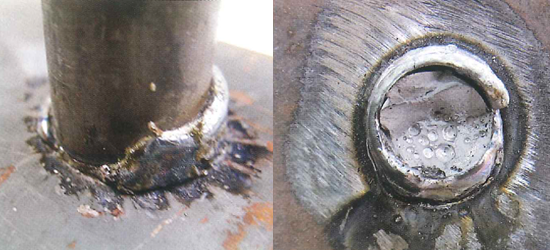
6-2 溶接不良の症状と原因2 溶接強度不足の原因となる場合
(1)ブロホール
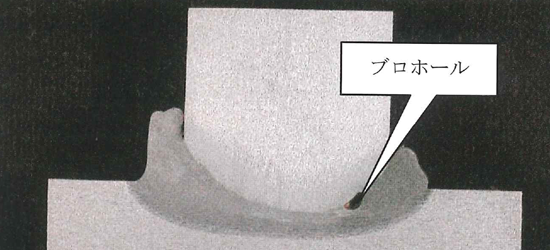
④センター合わせ不備 ⑤塗料除去不備 ⑥亜鉛メッキ除去不備
(2)溶着部の割れ
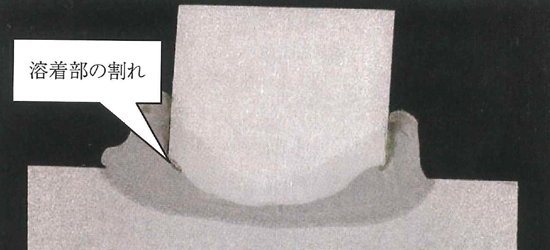
④溶接条件不備 ⑤センター合わせ不備 ⑥溶接ガン保持不備